Title here
Summary here
Summary:
There are some fantastic printer tuning guides out there, and I have absolutely no intention of replacing them. In fact, I’ll be linking to a number of them through the tuning guide with the expectation that you’ll use their guides.
To start off with, Matt (the creator of THE 100), has a great video on how he tunes 3d printers. Matt starts his video by mentioning Ellis’ Print Tuning Guide which is the most detailed guide I’ve ever used. I highly recommend watching Matt’s whole video and going through the entire Ellis guide.
However… I know to get to this point you have spent weeks (or months) buying the parts, printing the pieces, assembling it all, and configuring everything. It has been a long journey and you just want to see something print already! For that reason, I’m going to focus on what I consider to be a baseline tune to where you can get something printed.
The end result of this guide will be a printed calibration cube. This will not be the best calibration cube in existence and there will be plenty of fine tuning needed after it’s printed, but it’s still so exciting and motivating to finally print something!
Now is the time.
The first item that requires calibrated is the Z offset. We need to know the exact distance between the nozzle and the bed when the Z endstop is triggered during the homing process. That way Klipper understands where Z=0 at. To do that we have to tell Klipper where the z endstop location is.
You can watch this process starting at 2:18 in Matt’s video.
G90G1 X80 Y80 F5000Z_ENDSTOP_CALIBRATE via the console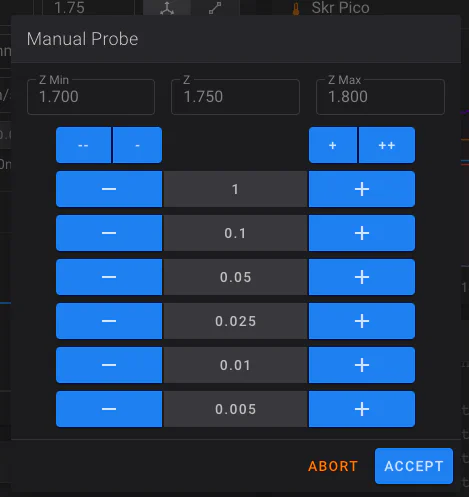
- lowers the print head and + raises it-1 a couple times to get the nozzle closer to the paper, then start using -0.1 until you get closer, then -0.05.+ if you go too far and need to raise itAcceptSAVE CONFIG via the console. It will update your printer.cfg automatically for you (check the bottom of the file for the changes it made) and it will reboot for you.Now that your Z offset is correct, we need to level the bed.
You can watch this process starting at 3:20 in Matt’s video with one exception: I don’t pre-tighten the screws after doing the Z endstop calibration like he did. Either way works though.
BED_SCREWS_ADJUST via the console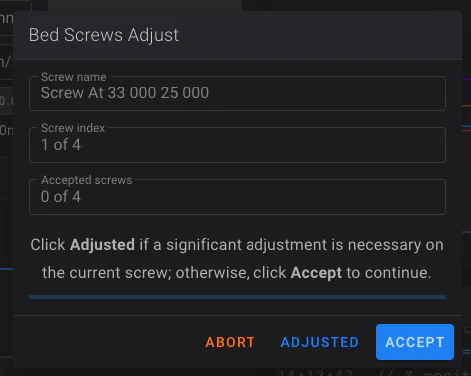
Adjusted if you had to make significant changes to the screw, or Accept if you didn’t. If you do Adjusted then it will come back to that screw after it goes through the other 3. I highly recommend you select Adjusted for all 4 screws on your first pass. It’s very likely you will need to do 2, 3, 4, or more passes on your first setup before you get it level. Once you’re no longer having to change much on the screw, start hitting Accept.After leveling the bed, it’s recommended to repeat the Z endstop calibration again as the position of your bed has almost definitely changed.
PID tuning is an automated process for Klipper to learn how quickly your hotend and bed heat up. This is important so that it can minimize the under and overshooting it goes through when trying to get to the set temperature. Luckily this process is complete automated.
You can read more about this process in the Klipper docs.
You can watch this process starting at 4:30 in Matt’s video
Run PID_CALIBRATE HEATER=heater_bed TARGET=60 from the fluidd console and wait for it to complete. Then run SAVE_CONFIG.
Run PID_CALIBRATE HEATER=extruder TARGET=200 from the fluidd console and wait for it to complete. Then run SAVE_CONFIG.
After completing both and saving them, you will see new values at the bottom of your printer.cfg that have been automatically added.
If you swap out any components related to your heated bed or hotend – anything that changes how they heat up or cool down – you’ll want to redo PID tuning. But standard changes don’t require it.
Calibrating e-steps is the process of confirming that your extruder motor moves the same amount of filament that it’s told to. Meaning if it should deliver 100mm, it actually does.
I have used various methods of doing this, but Matt’s process starting at 7:45 in his video is so simple. I highly recommend it. I describe the steps in a bit more detail than Matt does, but I recommend watching how he does it so the taping and measuring makes sense.
G91G1 E-1 F60G1 E-100 F60 to retract 100mm of filamentrotation_distanceOnly do this if you didn’t get 100mm as expected.
[extruder] section in your printer.cfg. Note your current rotation_distance.rotation_distance using this formula:actual_extrude_distance in this formula is the amount you measured that your extruder actually retracted in the previous step.rotation_distance under the [extruder] section. Save & Restart.Add the following macros to your printer.cfg. These tell the printer what to do to start, end, or cancel a print. For organization purposes I recommend putting them below the [gcode_macro M80] macro.
Note that your cfg will now have a line at the bottom that reads #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated.. The items below that line were added automatically from the steps above. Hopefully it’s obvious but I’ll say it anyways: don’t add anything below that.
[gcode_macro START_PRINT]
gcode:
{% set BED_TEMP = params.BED|default(60)|int %}
{% set EXTRUDER_TEMP = params.HOTEND|default(200)|int %}
CLEAR_PAUSE
{% if printer.heater_bed.temperature < (BED_TEMP-10) %}
M140 S{BED_TEMP-10}
{% endif %}
G90 ; use absolute coordinates
G92 E0 ; reset extruder
{% if "xyz" not in printer.toolhead.homed_axes %}
G28 ; home all axis
{% endif %}
G1 ; set units to millimeters
{% if printer.heater_bed.temperature < (BED_TEMP-10) %}
M190 S{BED_TEMP-10}
{% endif %}
M104 S{EXTRUDER_TEMP}
M190 S{BED_TEMP}
M109 S{EXTRUDER_TEMP}
DRAW_LINE SPEED=1200
[gcode_macro CANCEL_PRINT]
rename_existing: BASE_CANCEL_PRINT
gcode:
M220 S100 ; Reset Speed factor override percentage to default (100%)
M221 S100 ; Reset Extrude factor override percentage to default (100%)
G91 ; Set coordinates to relative
{% if printer.extruder.temperature >= 170 %}
G1 F1800 E-1 ; Retract filament 3 mm to prevent oozing
{% endif %}
;if all axis are homed, lift the hotend to leave room for hot filament to ooze and to keep it clear of the bed.
{% if printer.toolhead.homed_axes == "xyz" %}
G1 F1200 Z20 ; Move Z Axis up 10 mm to allow filament ooze freely
G90 ; Set coordinates to absolute
G1 X{ printer.toolhead.axis_minimum.x +10 } Y{ printer.toolhead.axis_maximum.y - 20 } F3600 ; Move Printer Head Out of Way
; M84 ; Disable stepper motors - don't so the gantry stays aligned
{% endif %}
;set part fan speed to zero.
M106 S0
;bed and hotend are left at the print temps in case I want to restart.
CLEAR_PAUSE
BASE_CANCEL_PRINT
[gcode_macro END_PRINT]
gcode:
# Move nozzle away from print while retracting
G91 ;releative positioning
G1 E-1 F2700 ;Retract a bit
G1 E-1 Z0.2 F2400 ;Retract and raise Z
G1 X-3 Y-3 F3000 ;Wipe out
G1 Z10 F400 ;Raise Z more
# Turn off bed, extruder, and fan
M140 S0
M104 S0
M106 S0
G90 ; Absolute Positioning
G1 X{ printer.toolhead.axis_minimum.x +10 } Y{ printer.toolhead.axis_maximum.y - 20 } F3600 ; Move Printer Head Out of Way
M84 X Y E ;Disable all steppers but Z
[gcode_macro DRAW_LINE]
gcode:
{% set SPEED = params.SPEED|default(900)|int %}
G92 E0 ;Reset Extruder
G1 Z1.0 F400 ;Move Z Axis up
G1 X5.1 Y140 Z0.3 F5000 ;Move to start position
G1 X5.1 Y40.0 Z0.3 F{SPEED} E15 ;Draw the first line
G1 X5.4 Y40.0 Z0.3 F{SPEED} ;Move to side a little
G1 X5.4 Y140 Z0.3 F{SPEED}.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z1.0 F400 ;Move Z Axis up
G4 P500
G1 X8 F{SPEED} ;Move to side so it doesn't crash in to the blobDo Save & Restart.
The-100-Quality-Profile as your profile. Then slice and save the gcode.The time has come to print!
From fluidd: select the Jobs icon on the left, then + icon at the top right, and upload your sliced gcode. Be on standby, ready to hit Emergency Stop if anything goes wrong. Then watch, wait, and marvel at the printer you built (hopefully) printing its first model!
About 20 minutes later… done!!
Your first question may be: why did it take 20 minutes? Cura said 12 minutes. And I thought this thing could print a benchy in just a few minutes. Well the answer is: things were intentionally slow to prevent you from destroying your printer on the first print.
Now that things are working, it’s time to tune beyond the baseline. I recommend going through all of Ellis’ Print Tuning Guide. As you get things dialed in and you’re ready to go faster, you’ll need to make adjustments to your printer.cfg to allow it to move faster. In particular, these items at the top prevent it from going fast
max_velocity: 100
max_accel: 1000
max_z_velocity: 15
max_z_accel: 50Good luck and have fun!